
The company provides a full range of comprehensive services including logistics, warehousing, technical support, etc., to provide customers with one-stop solutions.

High pressure die casting_(HPDC)
Do you need a quote?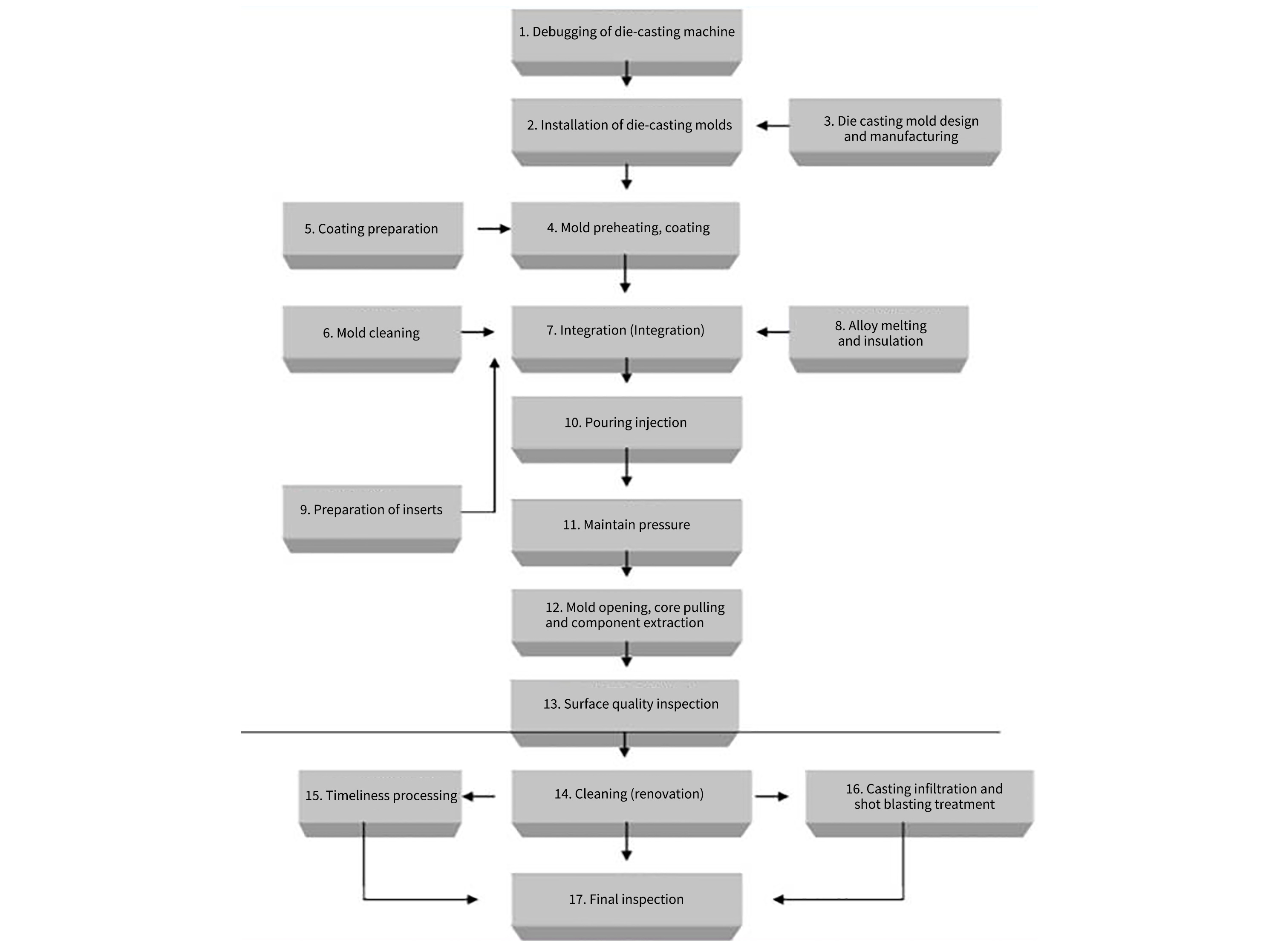
For the problems that may be encountered in the production process of high-pressure casting parts and solutions:
Ⅰ. Overview of the problem
High pressure casting (also known as die casting) is a method of filling the die casting mold (die casting mold) cavity with liquid or semi-liquid metal at a higher speed under high pressure, and forming and solidifying under pressure to obtain castings. However, in the actual production process, high-pressure castings often face problems such as shrinkage, deformation, burr, cracking and hard material, which seriously affect the quality and production efficiency of castings.
Ⅱ. Problem analysis and solution
1.Shrinkage problem appearance characteristics:
Shrinkage holes usually appear inside or on the surface of the casting, affecting the density and strength of the casting.
Reason: liquid metal in the solidification process, due to the shrinkage of the volume and the formation of the void.
Solution: Add a new runner in the direction of the runner for feeding. The extrusion process is adopted, and the extrusion pin is added. When the shrinkage hole is semi-solid, it is forced to squeeze and fill.
2.Deformation problem Appearance characteristics: the geometric shape of the die casting does not match the drawing, the whole deformation or partial deformation.
Reasons: poor casting layout design, premature mold opening, unreasonable rod setting, etc.
Solution: Improve casting layout design to ensure uniform shrinkage. Adjust mold opening time to avoid insufficient casting rigidity. Set the position and number of ejector rods reasonably to ensure uniform force during ejector.
3.Appearance characteristics: The appearance of the product produces a thin sheet of excess material.
Reasons: insufficient clamping force, poor mold closing, insufficient mold strength, etc.
Solution: Check and adjust the clamping force of the machine. Check the mold closing condition to ensure that the mold does not sag. Check whether the mold material meets the requirements and improve the strength of the mold.
4.Appearance characteristics of cracking problem: die casting thin-wall products are easy to crack.
Reasons: material problems, improper mold opening or improper selection of process parameters.
Solution: Control the proportion of waste, not more than 30%. Set mold retention time and ejection delay reasonably. Optimize mold design and process parameters.
5.Appearance characteristics: The hardness of the material is too high, resulting in easy tool wear. Reason: improper material ratio or use of recycled materials.
Solution: Use raw material ratio and avoid using recycled materials. Gemstone blades specially produced for cemented carbide.
Ⅲ. Comprehensive optimization suggestions
1. Improve the mold design level: optimize the mold structure to ensure that the metal liquid can fill the cavity smoothly and quickly, and reduce the defects such as enrolling and inclusion.
2. Strengthen the control of process parameters: according to the material and shape of the casting, reasonably set the process parameters of the die casting machine, such as injection speed, pressure and temperature.
3. The introduction of advanced technology: CAE software is used to simulate, predict and optimize the die casting process, reduce the number of mold trials and manufacturing costs.
4. Strengthen quality management: Establish a sound quality management system to strictly control all aspects of the die casting process to ensure stable and reliable product quality.
To sum up, in view of the problems encountered in the production process of high-pressure casting parts, it is necessary to develop comprehensive solutions from many aspects such as mold design, process parameter control, advanced technology application and quality management to improve the quality and production efficiency of castings.
MESSAGE
We will contact you within one working day. Please pay attention to your email.
ZHIYUAN
Head office:
Room 602 6/F Kai Yue Commercial Building NO.2C Argyle Street Mongkok KL HK China
Mainland office:
4th Floor, Jinlan Bay E-commerce Industrial Park, Jinhe Town, Xichuan County, Nanyang City, Henan Province
Phone:+86-18074820425





Copyright© 2024 Zhiyuan Industrial Group Co., Ltd. www.300.cn SEO This website supports IPv6 Privacy Policy